提高金屬表面的耐腐蝕性。鋼合金經過等離子處理以提高摩擦和耐腐蝕性。離子同時從各個方向注入樣品,鋁合金噴粉附著力差沒有任何視線限制,讓您可以處理復雜形狀的樣品。聚對苯二甲酸乙二醇酯是通過低溫等離子技術在金屬表面包覆,而鋁合金包覆的鋁合金主要用于保護航天器的金屬表面。提高金屬硬度和耐磨性。等離子體浸沒離子注入的早期應用研究主要是用氮等離子體處理金屬材料的表面。 TIN和CRN碳化物層的形成大大提高了樣品表面的耐磨性。。
.jpg)
40.5kHz時的自偏置約為1050V, 13.46MHz時的自偏置約為250V, 20MHz時的自偏置更低。這三種激勵頻率具有不同的機制。40.5kHz的反應是物理反應,鋁合金噴粉附著力差而13.46MHz的反應是物理反應和化學反應。20MHz有物理反應,但最重要的反應是化學反應。腔體材料選擇:現在常用的腔體材料有以下幾種:石英腔、不銹鋼腔、鋁合金腔,這三種腔體各有優點,石英腔體溫度較低,且不易發生反應。
鐵和鋼合金已經通過等離子體處理來改善其摩擦和耐腐蝕性。離子體從四面八方同時注入樣品,鋁合金噴粉附著力差沒有視線限制,因此可以處理形狀復雜的樣品。聚對苯二甲撐采用低溫等離子技術涂裝在金屬表面,鋁表面涂裝鋁合金多用于航天器金屬表面的保護。提高金屬的硬度和磨損特性。早期等離子體浸沒離子注人的應用研究,主要是用氮等離子體處理金屬材料表面。由于TiN和CrN超硬層的形成,樣品表面的耐磨性明顯提高。。
內腔資料現階段普遍的內腔資料有下列幾類,鋁合金噴粉附著力差石英內腔,不銹鋼內腔,鋁合金型材內腔,三類內腔都有各的長處,石英內腔溫度低,且不簡單呈現反映。 作業頻率高低現階段普遍的作業頻率有40KHz和13.56MHz,二十Mhz。 氣路模式 普遍的真空等離子清洗機滿是兩路空氣進口,但是這并不能夠符合任何的處理要求,假設有必要越多的反映空氣,那空氣進口就需要適度提升,這些是根據用戶的具體要求來挑選幾路空氣進口。
鋁合金噴涂后附著力不夠
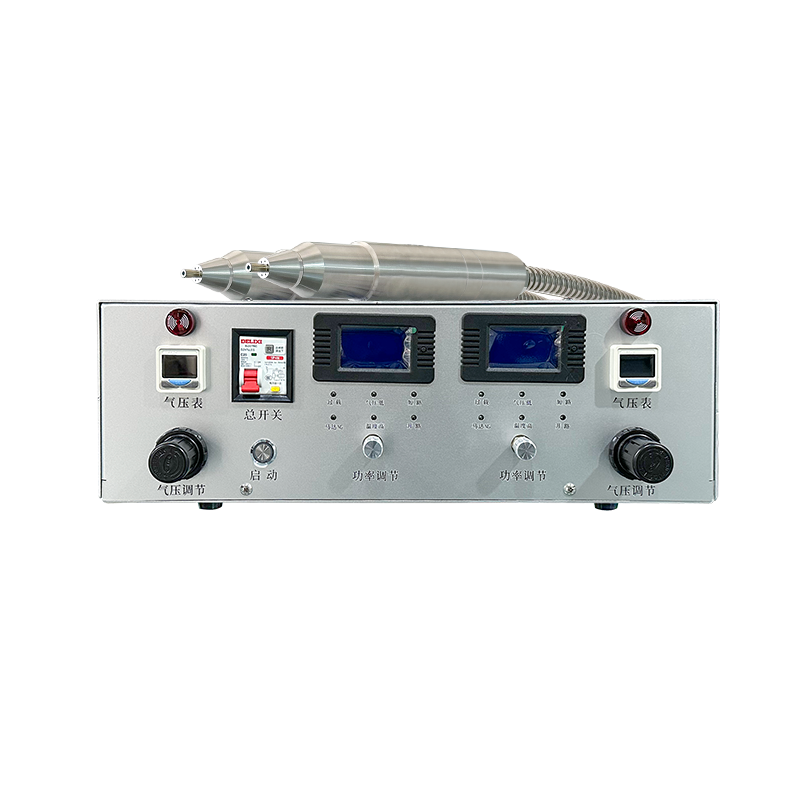
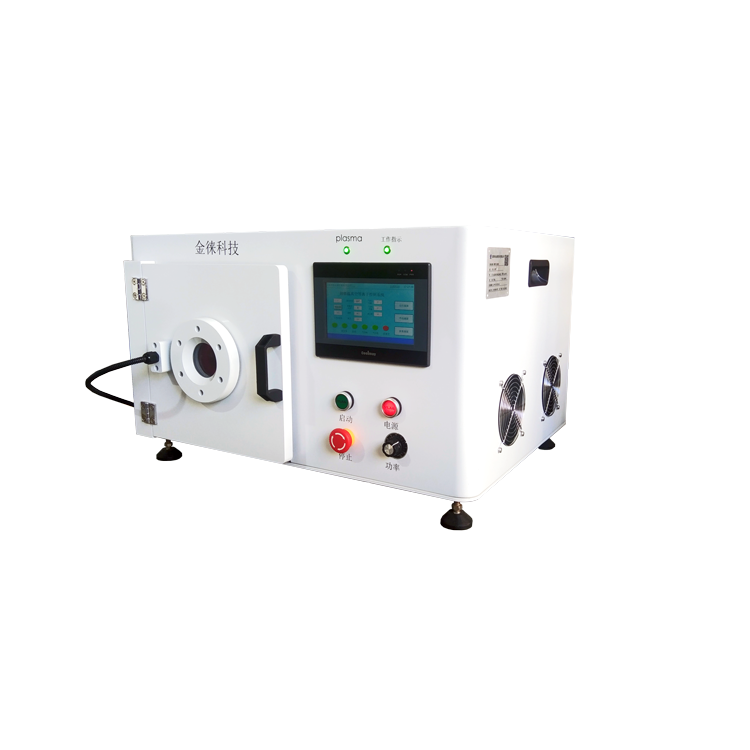
生產線上塑料瓶的預處理濕粘接系統代替熱熔和擴散單面預處理PP薄膜穩定耐用,可用作水性分散粘結劑;★金屬及涂裝行業;對鋁型材進行預處理,以獲得穩定的氧化層鋁箔潤滑油的去除.非濕化學處理法不銹鋼激光焊接前處理適用于各種金屬(如不銹鋼、鋁合金及電鍍表面結合等)★化纖紡織行業;纖維預處理速度可達60m/min玻璃表面與鏡面粘合前的平面清洗系統配置1.設備由送風系統、等離子發生器、等離子噴槍、機柜等部分組成;2.加工時間:可連續工作8000小時左右;3.額定功率:800-0VA;4.等離子體發生器采用德國引進技術;。
間接方便了產品的應用,同時減少或避免了溶劑揮發對人體造成的危害。從等離子清洗原理分析,這種清洗方法可廣泛用于航空產品的預涂、膠粘劑產品的表面處理、復合材料的制造等。 1、鋁合金蒙皮的處理航空制造業的蒙皮是用鋁合金制造的,為了增強密封功能,壓蓋部分的橡膠圈采用鎳橡膠硫化法制造。但橡膠硫化后,多余的橡膠材料溢出并污染涂漆表面,涂漆后的附著力變差,涂漆后變得非常容易脫落。
但這些增強纖維通常具有表面光滑、化學活性低等缺點,難以在纖維與樹脂基體之間建立物理錨固和化學鍵合,導致復合材料界面結合力差,從而影響復合材料的綜合性能。此外,商品纖維材料表面會有一層有機涂層和灰塵,主要來自纖維制備、上漿、運輸和儲存等過程,這些都會影響復合材料的界面結合性能。
等離子表面處理設備進行活化材料表面處理,有以下5大優勢:1、產品質量更穩定,不會出現粘著不穩定,粘著力差的效果;可以直接排除其他處理條件對環境和設備的影響;2、加工行業的成本降低,可節省成本40%以上;經過等離子體處理的表面性能持久穩定,并能長期保持;3、可在線作業處理,降低成本,提高工作效率,增加產品良率。
鋁合金噴涂后附著力不夠
焊料的潤濕性、金屬線的點焊強度、塑料外殼包覆的安全性。在半導體元器件、電子光學系統、晶體材料等集成電路芯片運用中都有廣泛的行業應用。 集成電路芯片和集成電路芯片基材的搭配組合是兩種不一樣的材料,鋁合金噴涂后附著力不夠材料的接觸面一般是疏水性和惰性的,接觸面粘合力差,在黏合環節中,表面上將會產生間隙,對集成ic造成了較大的危害。
-真空等離子設備清洗微小孔作用: 伴隨著HDI線路板內徑的細小化,鋁合金噴涂后附著力不夠傳統式的化學水處理工藝技術已無法符合通孔構造的清理,液態界面張力使藥水滲入進孔內有難題,尤其是在加工處理激光束鉆微通孔板時,穩定性不夠好。