1、首先在顯微鏡下觀察缺陷線,附著力與沖擊力首先找到并標記可疑斷裂的位置。 2.如果顯微鏡沒有發現任何可疑的損壞,您也可以將線分成幾個較小的部分。 3. 用刀片小心地將軟板覆蓋膜在線路的兩端,或在可能斷線的分段位置切割。用新的萬能刀或美工刀,在外保護膜上左右移動刀片,摩擦外保護膜(覆蓋膜),露出下面的銅箔電路。這這樣就可以用三路表測線了。然后,您可以逐步淘汰可能的破損位置,最終在銅箔線上找到準確的破損位置。
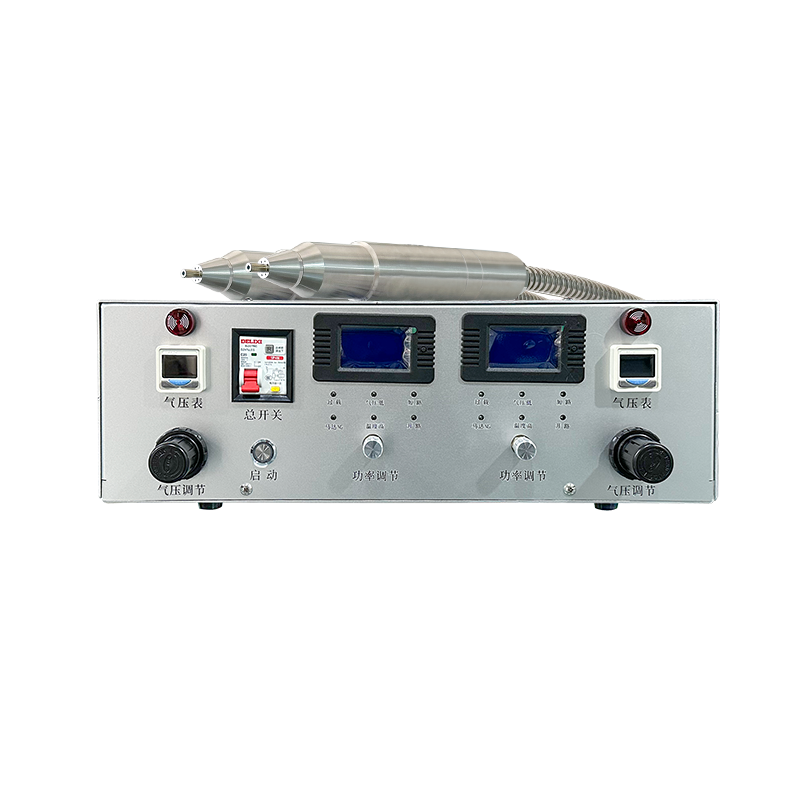
附著力與沖擊力.jpg)
4500年經瓦特/分鐘等離子處理后的廢塑料薄膜與楊木單板在機械摩擦和化學粘接力的配合下,附著力與耐臟粘結強度可達0.82MPa,滿足II類膠合板的標準要求。。
隨著我國消費需求的不斷擴大和消費質量的不斷提高,附著力與沖擊力自動式糊盒機的運行速率將變的越來越快。人們越來越需要精密的包裝禮盒,包括覆膜、紫外線、發光等。這些新型包裝禮盒有一個共同的特點,那就是它們粘不牢,容易打開膠水。起初,等離子表面處理機設備制造商首先想到的是在自動式糊盒機上組裝一臺研磨機。利用砂輪與包裝禮盒粘接處之間的機械摩擦,將需要粘接的地方打磨粗糙,以便多涂膠,達到粘接的目的。
_ 等離子 等離子可以深入到物體的孔洞和孔洞中。它可以處理多種材料,摩擦表面的附著力與變形量尤其是那些不耐高溫和溶劑的材料,而無需過多考慮被清潔物體的形狀。這些優勢在 _plasma 設備中得到廣泛關注。。Corona 等離子處理器可以選擇性地清潔、(激活)或涂覆各種材料,例如塑料、金屬、玻璃、薄膜和織物,為材料的下一道工序做準備。這些處理使塑料更耐腐蝕,金屬更耐腐蝕,玻璃更耐臟。
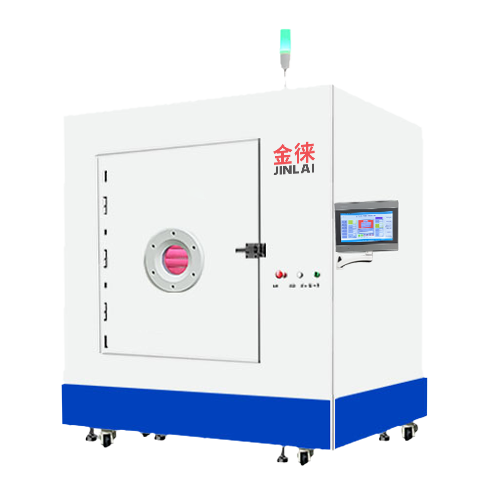
摩擦表面的附著力與變形量
影響plasma等離子電弧金屬薄板成形角和成形度的因素很多,不同的掃描軌跡和工藝參數組合,可以產生不同的成形效果和程度,而對變形量的選擇則取決于對板材形狀、板材幾何尺寸、材料性能等要求。具體地說,影響等離子電弧彎曲成彤的因素主要有以下幾方面:能量因素主要包括電弧電流、掃描速度、電弧距離、冷卻方式等。
在實際的標準使用中,雖然可以通過在托盤上增加機械力2來增加密封網的變形量,但是,增加機械力只會簡單的導致由石英資料制成的機械壓力環4的斷裂。因此,增加托盤上機械力的方法并不能完全解決上述問題。為了解決上述技術問題,本實用新型專利技術優選實例,在密封圈本體內設置第二凸面部,通過凸面部,可以提高密封圈的軸向密封功能。
影響plasma等離子電弧金屬薄板成形角和成形度的因素很多,不同的掃描軌跡和工藝參數組合,可以產生不同的成形效果和程度,而對變形量的選擇則取決于對板材形狀、板材幾何尺寸、材料性能等要求。具體地說,影響等離子電弧彎曲成彤的因素主要有以下幾方面:能量因素主要包括電弧電流、掃描速度、電弧距離、冷卻方式等。
撞擊力足以去除表面上的任何污垢。然后這些氣態污物通過真空泵排出。2)氧氣:化學工藝中等離子體與樣品表面上的化合物反應。例如,有機污染物可以有效地用氧氣等離子去掉,這里氧氣等離子與污染物反應,產生二氧化碳、一氧化碳和水。一般地說,化學反應清除有機污染物效果更好。3)氫氣:氫氣可供去除金屬表面氧化物使用。 它經常與氬氣混合使用,以提高去除速度。一般人們擔心氫氣的易燃性,氫氣的使用量非常少。人們更大的擔心是氫氣的存儲。
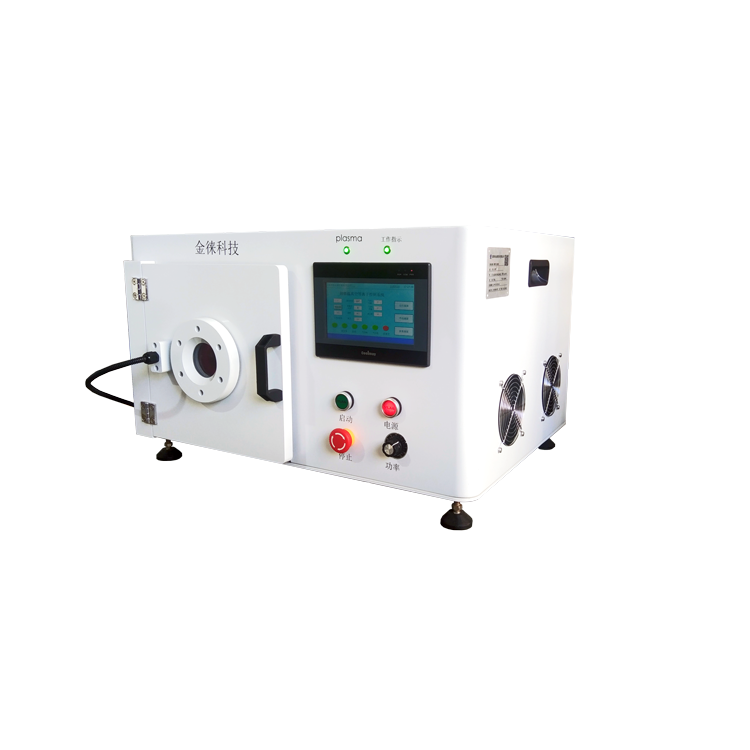
附著力與耐臟
在一個物理過程中,附著力與耐臟氬等離子體中產生的離子會以足夠的能量輻射表面,去除表面污染物。帶正電的氬等離子體會被吸引到真空室內的負極板上。由于高能等離子體撞擊,沖擊力足以清除表面任何污垢,再通過真空泵將污垢作為氣體排出。2.氣體流量工藝室壓力與氣流速度、產品排氣量和泵速成函數關系。由于腔內氣體量的不同,等離子體的密度也不同,從而影響處理效果。
由于高能等離子沖擊,附著力與耐臟沖擊力足以去除表面的污垢,由真空泵以氣體形式排出。 2. 氣流過程 腔室壓力是氣流速率、產品排氣速率和泵速率的函數。由于腔內氣體量的不同,產生的等離子體的密度也會不同,從而影響加工效果。 3、功率通過提高等離子處理的功率,可以提高等離子的密度和能量,從而加快等離子處理的速度。血漿密度是單位體積中所含的血漿量。等離子體能量定義了等離子體物理撞擊表面的能力。